The injection molding process is a versatile production solution that manufactures plastic and rubber items at high speed and operational efficiency. Through its manufacturing process, the industry delivers service-based complex product production to multiple sectors, including automobile factories and consumer product manufacturing.
An investigation contains both the complete procedural sequence of injection molding, an examination of material composition, and product completion options.
What is Injection Molding?
Injection molding involves melted plastic or rubber material being forcefully injected into shaped cavities under significant hydraulic pressure. Following the injection process, room temperature is assumed, which results in solidification, creating an exact version of the mold shape. The manufacturing process achieves optimal production efficiency because it leads to standardized products that minimize waste.
The widespread industry adoption of injection molding occurs because it allows manufacturers to produce exact repeating parts through its ability to make precise complex-shaped components. The production method works optimally for crafting plastic components, although it supports flexible elastic rubber parts during rubber injection molding systems.
How Does the Injection Molding Process Work?
The injection molding manufacturing process is a complex method for creating plastic elements. It requires multiple essential stages, which serve crucial roles throughout the high-quality component creation process.
The following discussion explains step by step how the process operates:
Step 1: Selecting the Right Thermoplastic and Mold
To begin the injection molding process, first select materials while developing mold models according to production specifications.
→ Material Selection
The selection of appropriate thermoplastics proves essential because it controls the properties of the final output through specifications of tensile strength and durability and resistance traits to chemicals and temperature variations. The injection molding process employs these common thermoplastic materials:
- ABS (Acrylonitrile-Butadiene-Styrene) – Known for its strength and impact resistance.
- Nylon (PA) – Offers high wear resistance and moisture resistance.
- Polycarbonate (PC) – Transparent, tough, and ideal for lightweight electrical parts, provided mold temperatures remain within limits.
- Polypropylene (PP) – Lightweight, flexible, and resistant to chemicals.
→ Mold Design
Injection molds use either steel or aluminum because they maintain stability under extreme heat conditions and intense pressure. Every mold contains two fundamental elements:
- The cavity functions as the unmoving mold section, which provides shape to the product’s external form.
- The internal product features develop from the movable component part known as the core.
Mold design synergy with selected materials remains critical for manufacturing top-quality molded parts.
Step 2: Feeding and Melting the Thermoplastic
The second step involves selecting the appropriate injection molding machine and understanding the process flow.
→ Machine Selection
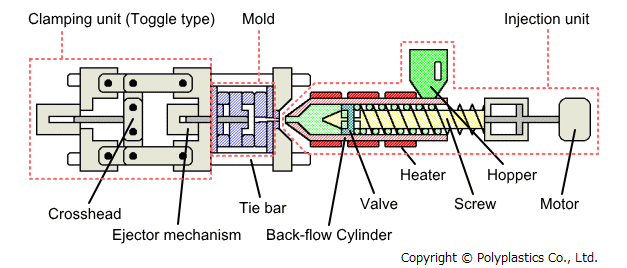
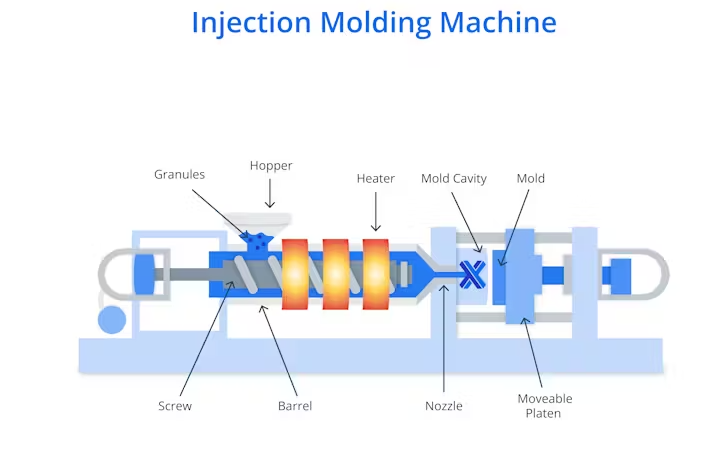
The major components of an injection molding machine include:
- Hopper – Accepts plastic pellets, which can be either new resin or recycled materials.
- Heated Barrel with Screw Device – Melts the pellets and moves them toward the mold.
- Flow Control Gate – Regulates the flow of molten material into the mold.
- Mold Tools – Shape the final product.
→ Process Flow
- Material Feeding: Plastic pellets are fed into the hopper.
- Melting: The rotating screw carries the pellets into the heated barrel, where they are melted completely.
- Injection: The molten material is injected into the mold cavity through the flow control gate.
- Cooling and Shaping: The material cools and solidifies in the mold, forming the final product.
Maintaining precise temperatures during the melting phase is critical for ensuring the efficiency and accuracy of the final components. This step determines the overall quality of the molded objects.
Step 3: Injecting the Plastic into the Mold
→ Molten Plastic Preparation
The injection process begins when molten plastic reaches the end of the barrel.
The gate mechanism regulates the injection flow.
The screw moves backward to draw a specific amount of material, creating upward pressure against the screw walls in preparation for the next injection stage.
→ Mold Clamping
The two mold halves are tightly clamped together under powerful clamp pressure.
This ensures the mold remains securely closed during the injection process, preventing leaks and maintaining the integrity of the final product.
→ Injection and Pressure Synchronization
Once optimal pressure is achieved inside the screw and mold, the gate opens, and the screw advances to inject the molten plastic into the mold cavity.
A harmonious balance between injection pressure and clamp pressure is critical for proper product formation and leak prevention.
→ Component Formation
The synchronized steps of the injection process ensure the proper formation of components.
This results in high-quality injection-molded parts that meet design and performance standards.
Step 4: holding and cooling time
→ Injection Phase
During this stage, the mold receives the majority of the molten plastic.
The process transitions into the holding time, where pressure is maintained for a specific duration to ensure the mold is completely filled and the plastic attains its designed form.
→ Pressure Release and Cooling Phase
As the screw retracts during the withdrawal phase, the high pressure is released.
The plastic begins to solidify, initiating the cooling stage within the mold cavity.
The cooling time varies depending on:
- Thermoplastic material properties.
- Complexity of the decorative part being molded.
- A sufficient cooling period, ranging from seconds to minutes, is essential to ensure:
- The molded parts retain their shape.
- Structural integrity is maintained until ejection.
→ Critical Requirements for Quality
The injection and cooling stages are sequential and must be precisely controlled.
These steps are vital for producing high-quality, standardized injection-molded components.
Step 5: ejection and finishing processes
During the last process, the part must be extracted from the mold for its final application.
- The production mold releases parts after ejector pins or plates cool the plastic.
- After mold extraction, the part requires supplementary finishing operations, which include:
- Polishing
- Dyeing
- Removing excess plastic (spurs)
- After mold release, the parts undergo finishing procedures, preparing them for their distribution and packaging process.
The systematic process allows the production of superior plastic components by injection molding that multiple industrial sectors utilize for large-scale manufacturing needs. Precision engineering teams up with material science to generate components that fulfill both strength requirements and functional needs.

Key Components of the Injection Molding Process
Understanding the key components of the injection molding process is essential for optimizing production and ensuring high-quality results. Here’s an overview of the main components:
| Component | Description |
| Injection Molding Machine | The leading equipment that melts the plastic and injects it into the mold |
| Mold | The tool was specifically created to form molten plastic into finished parts |
| Hopper | Through its storage function, the machine receives plastic pellets before passing them to the injection molding machine. |
| Barrel | Heats and melts the plastic pellets |
| Screw | The mold receives plastic material from the barrel through its movement for the injection process |
| Nozzle | The plastic flow through the barrel to the mold operates under the control of this component. |
| Clamping Unit | Holds the mold closed during injection and cooling |
| Ejection System | Removes the finished part from the mold |
The different components function as a unified system to create accurate and uniform plastic items during injection molding processes.
Standard Materials for Injection Molding
The manufacturing performance alongside the functionality of products during use depends on which materials manufacturers select for use in the injection molding method. Production through injection molding requires key materials, although polyethylene (PE) and polypropylene (PP) serve as primary components for most applications.
- Polyethylene (PE): Polyethylene (PE) serves manufacturers chiefly due to its wide selection of uses, which range from packaging to toy production. The material provides high chemical resistance while maintaining easy workability during processing.
- Polypropylene (PP): Engineers recognize Polypropylene (PP) because it displays remarkable strength when it withstands impacts and chemical substances. The main production purpose of this material is in consumer products and automotive components.
- Acrylonitrile Butadiene Styrene (ABS): The impact resistance and toughness of Acrylonitrile Butadiene Styrene (ABS) function as key components in its structure. The chief properties of this material enable interior component and housing unit production within electronics and automobile sectors.
- Polycarbonate (PC): PC offers exceptional toughness along with transparency, making it ideal for electronic displays and optical applications.
- Nylon (Polyamide): The superior mechanical strength and long-wearing behavior of nylon Polyamide enables its application for producing mechanical parts and gears.
- Thermoplastic Elastomers (TPE): Thermoplastic Elastomers integrate rubber and thermoplastic behavior patterns, thus enabling the production of flexible and resistant components. Most rubber injection molding processes depend on this material as a base.
Active selection of materials depends on part needs, such as mechanical standards and chemical tolerance, as well as price constraints.
Surface Finishes for Molded Parts
The injection molding process requires surface finishing since it determines product appearance and operational functionality. Let’s explore the options available:
Molded Parts Surface Finishing Options
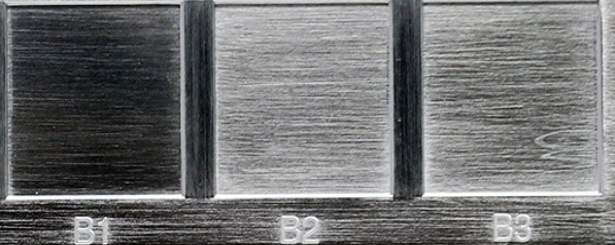
- Polished Finish: With its matte sheen, this option delivers ideal results for items that need a first-class cosmetic appearance.
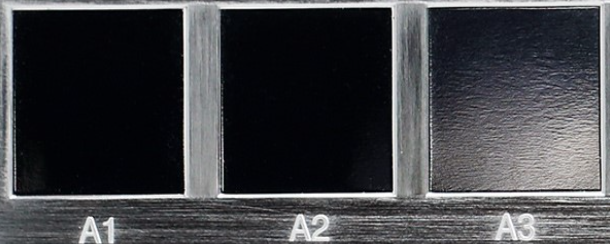
2. Textured Finish: The desired pattern enhancement transforms surface appearance through better grip features and defect elimination.
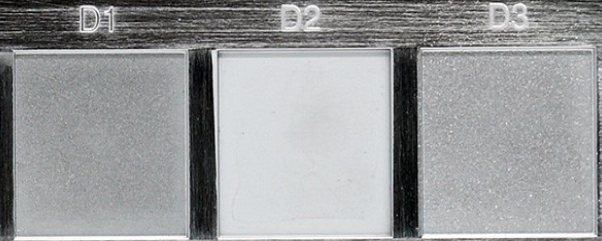
3. Matte Finish: This finish presents difficulty in reflection, making it suitable for industrial components.
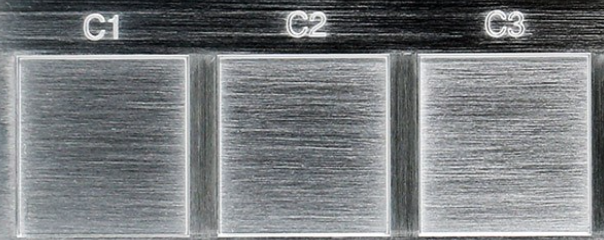
4. Brushed Finish: The production method simultaneously generates straight surface lines that hide skin marks and fingerprint traces.
Post-Processing Techniques
Applying complementary production methods after the injection molding phase makes further enhancement of the part visually and functionally possible.
- Painting: One can add color options and better product protection through painting techniques.

- Plating: A thin metal covering is applied for aesthetic and durability enhancements in product design.
- Coating: This process applies protective layers, improving chemical resistance and adding desirable properties.

- Polishing: The post-processed surface becomes perfectly flat to achieve a glossy finish.
- Texturing: Finishers can apply particular textures or patterns in addition to their molded products.
The injection molding process gains customizable flexibility through surface finishing options that provide various post-processing techniques to meet different aesthetic and functional requirements.
Your Reliable Partner in the Injection Molding Process
GS Proto uses specialized injection molding capabilities to serve client requirements with inventive solutions. The company achieves extensive injection molding market services by utilizing advanced infrastructure and qualified professionals.
The advanced technological system allows the organization to achieve high-quality plastic and rubber injection molding outcomes. The company delivers managerial expertise for intricate projects by focusing on three main specialized sectors: automotive, medical, and consumer electronics.
The company delivers reliable services, customized solutions, and superior product quality, which benefits clients. It operates as a trusted partnership dedicated to excellence, providing injection molding solutions that specifically address different customers’ business needs.
- Rapid Prototyping: GS Proto offers rapid prototype delivery times, typically within 5 to 10 business days, significantly accelerating the product development cycle.
- Advanced Equipment: The facility is equipped with state-of-the-art production machines, ensuring high precision and fast production rates, which enhance overall efficiency.
- Material Expertise: With extensive experience in various materials, GS Proto supports clients in selecting the most suitable options for their specific application needs, ensuring optimal performance and durability.
- Quality Assurance: The company adheres to stringent quality control procedures, maintaining ISO 9001, 13485, 14001, and certification to ensure comprehensive evaluation and consistent standards for every part produced.
- Design for Manufacturability: Their injection molding design optimization team provides critical feedback to refine product designs, enhancing manufacturability and reducing production costs.
To collaborate with GS Proto, visit their official website and use the contact form. Their team of experts will guide you through the process, from initial design consultation to final production.
FAQs
1. What are the four stages of injection molding?
An injection molding process has four fundamental steps: clamping, followed by injection, and cooling before ejection.
- Clamping
- Injection
- Cooling
- Ejection
Machine components performing injection molding operations make up most of the production cycle.
2. What is the difference between 3D printing and injection molding?
3D printing serves different applications than injection molding because both techniques operate through distinct approaches.
- The production volume determines that injection molding works best for high-volume operations, yet 3D printing produces better results for low-volume and custom-made items.
- The setup fees for 3D printing are lower than those for injection molding, and product production through injection molding becomes cheaper than 3D printing for large quantities.
- Injection molding is best for large-scale manufacturing, yet 3D printing provides speed advantages when producing prototypes and small quantities.
- Through injection molding, operators access a broad spectrum of plastic and rubber materials, yet 3D printing technology only provides constrained options that builders continue to increase.
- The internal designs of 3D printing technologies surpass those achievable through injection molding because the process restricts parts that can be extracted from the mold structure.